
2024-12-10 08:53:53
访问:次
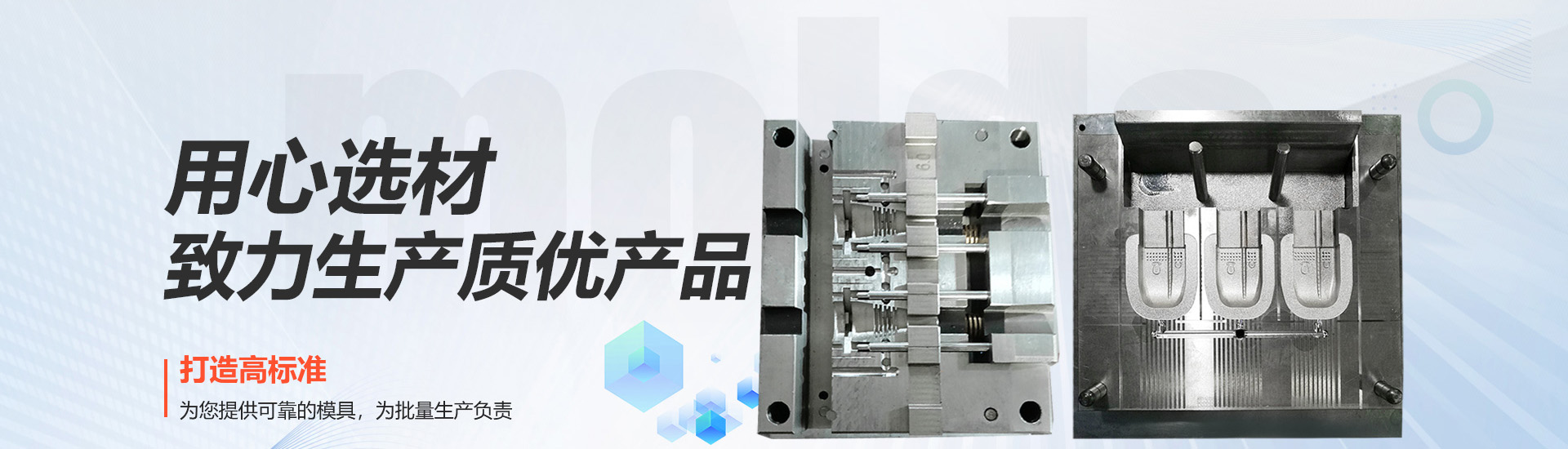
在数据线插头模具的注塑成型过程中,参数控制至关重要,它直接影响到插头的质量和性能。
一、注塑压力控制
注塑压力是将塑料熔体注入模具型腔的动力。对于数据线插头模具,压力过大可能导致溢料、飞边等缺陷。一般来说,根据插头的大小和复杂程度,初始注塑压力可以设置在 70 - 100MPa 之间。在注塑开始阶段,当塑料熔体刚开始填充型腔时,采用较低的压力,以避免熔体对型腔壁的强烈冲击。随着型腔逐渐被填充,压力可以适当增加,以确保熔体能够完全填充到模具的细微部分。例如,对于具有细小引脚结构的插头,需要在填充后期增加压力,保证引脚部分的成型质量。

二、注塑温度控制
注塑温度主要包括料筒温度和模具温度。料筒温度应根据所使用的塑料材料特性来设定。以常见的聚碳酸酯(PC)材料为例,料筒温度一般控制在 260 - 300℃之间。温度过高会使塑料分解,产生气泡等缺陷;温度过低则会导致塑料流动性差,填充不完全。模具温度对于数据线插头的表面质量和尺寸精度有很大影响。通常,模具温度可以设置在 80 - 120℃。较高的模具温度有利于塑料熔体的流动,能够减少插头表面的熔接痕,提高产品的外观质量。
三、注塑速度控制
注塑速度决定了塑料熔体进入模具型腔的快慢。对于数据线插头模具,过快的注塑速度可能会引起涡流,导致空气被困在塑料中形成气泡。一般情况下,注塑速度可以根据插头的形状和尺寸进行调整。在填充薄壁部分时,适当提高注塑速度,以防止熔体过早冷却;而在填充厚壁部分时,应降低注塑速度,避免产生缩痕。例如,对于插头外壳较薄的部分,注塑速度可以设置为 50 - 80mm/s,而在填充插头内部较厚的连接部分时,速度可以降低到 30 - 50mm/s。
此外,还需要注意保压时间和冷却时间的控制。保压时间一般在 5 - 10 秒之间,能够确保插头在冷却过程中不会出现凹陷。冷却时间则根据插头的厚度和塑料材料的热性能来确定,通常在 10 - 30 秒之间,保证插头能够充分冷却定型,顺利脱模。通过准确控制这些注塑成型参数,能够生产出高质量的数据线插头。

全国服务热线:
139-2251-2135
0769-83511708

扫一扫,查看手机站
地址:东莞市黄江镇利氏工业区58号
Copyright © http://www.haochenmj.com/ http://kingpaihome.mycn86.cn
版权所有:东莞黄江昊宸
技术支持:华商网络
备案号:粤ICP备17052853号