
2017-04-25 00:00:00
访问:次
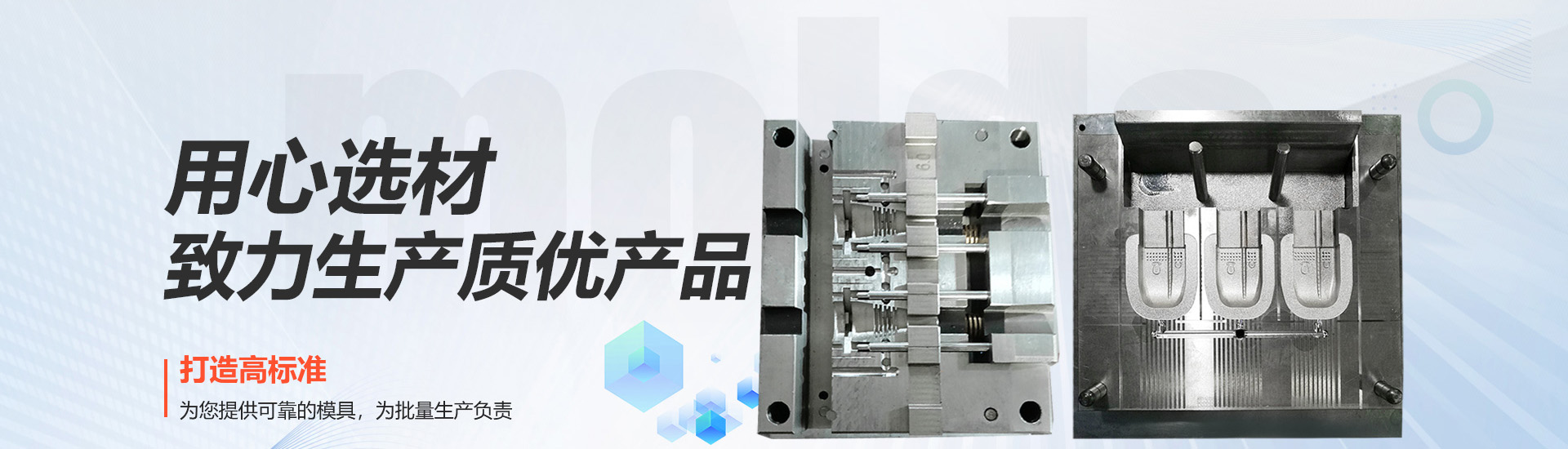
塑料AC插头模具应该怎样选材
某一精密的塑料AC插头模具是一形状复杂的中小型塑料AC插头模具,其加工费用占AC插头模具生产成本的比例较高,因此提高AC插头模具切削加工效率,成为降低AC插头模具生产成本的主要因素之一。

选择易切削钢能够节省AC插头模具制造过程中的切削加工成本,该AC插头模具选择8Cr2s(8Cr2MnWMoVS)钢,该钢的淬透性高,Φ100mm可以空冷淬硬。选用8Cr2S钢锻后缓冷并及时进行锻后等温退火,退火温度确定为790~810℃,保温2h,在700℃等温,保温4h后炉冷至550℃出炉空冷。
退火后粗加工型腔,保留1~2mm精加工余量。然后调质处理的工艺为:预热温度600℃保温1h,淬火温度890℃,保温25min后空淬,空淬硬度>60HRC,回火温度600℃保温2h,回火后的硬度为46~48HRC。调质处理后精加工成形。
上一篇: 我国DC插头模具产业现状及未来发展方向
下一篇: 数据线插头模具需要注意哪些?

全国服务热线:
139-2251-2135
0769-83511708

扫一扫,查看手机站
地址:东莞市黄江镇利氏工业区58号
Copyright © http://www.haochenmj.com/ http://kingpaihome.mycn86.cn
版权所有:东莞黄江昊宸
技术支持:华商网络
备案号:粤ICP备17052853号